V-Process






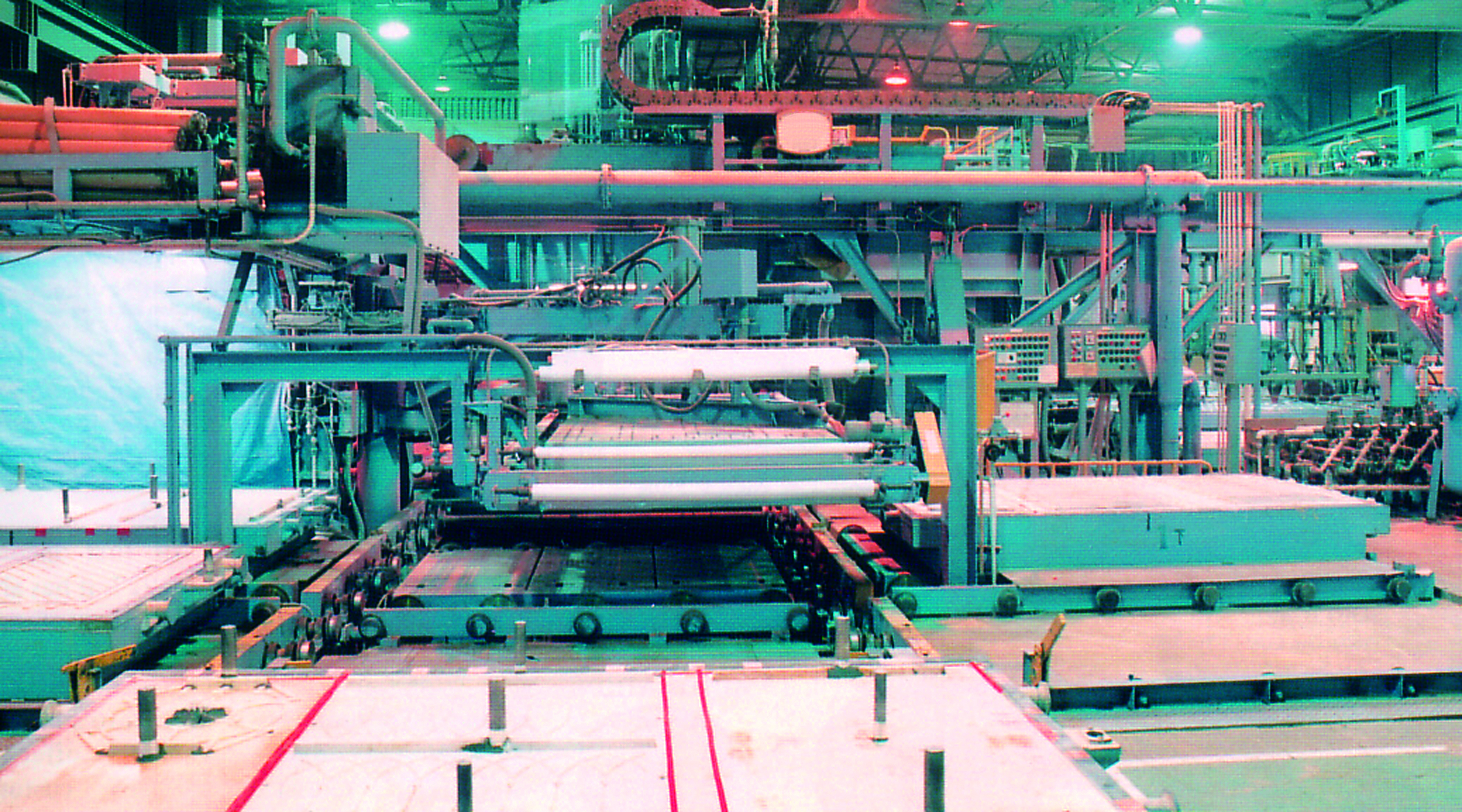
V-PROCESS: Vacuum Molding Machine
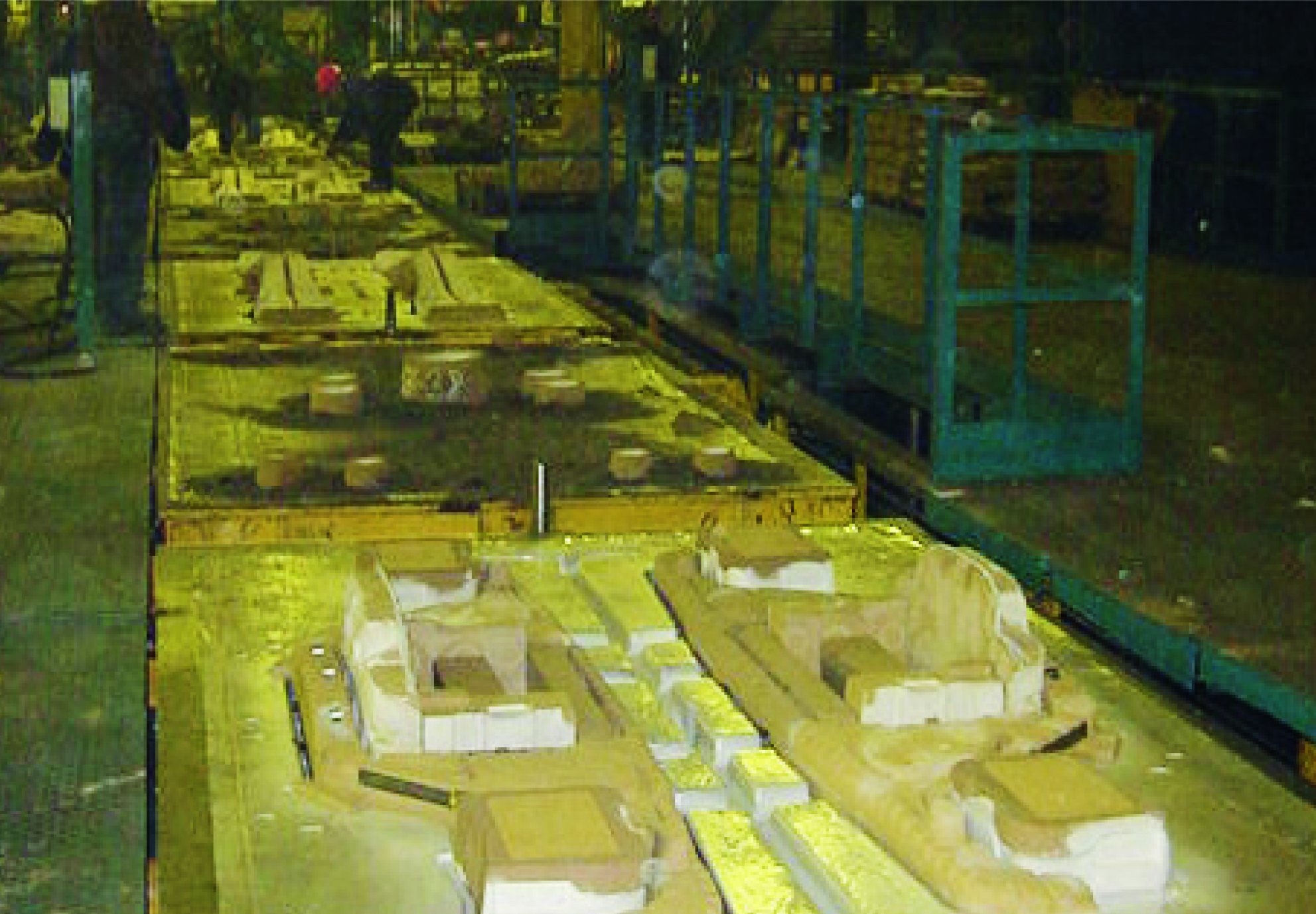
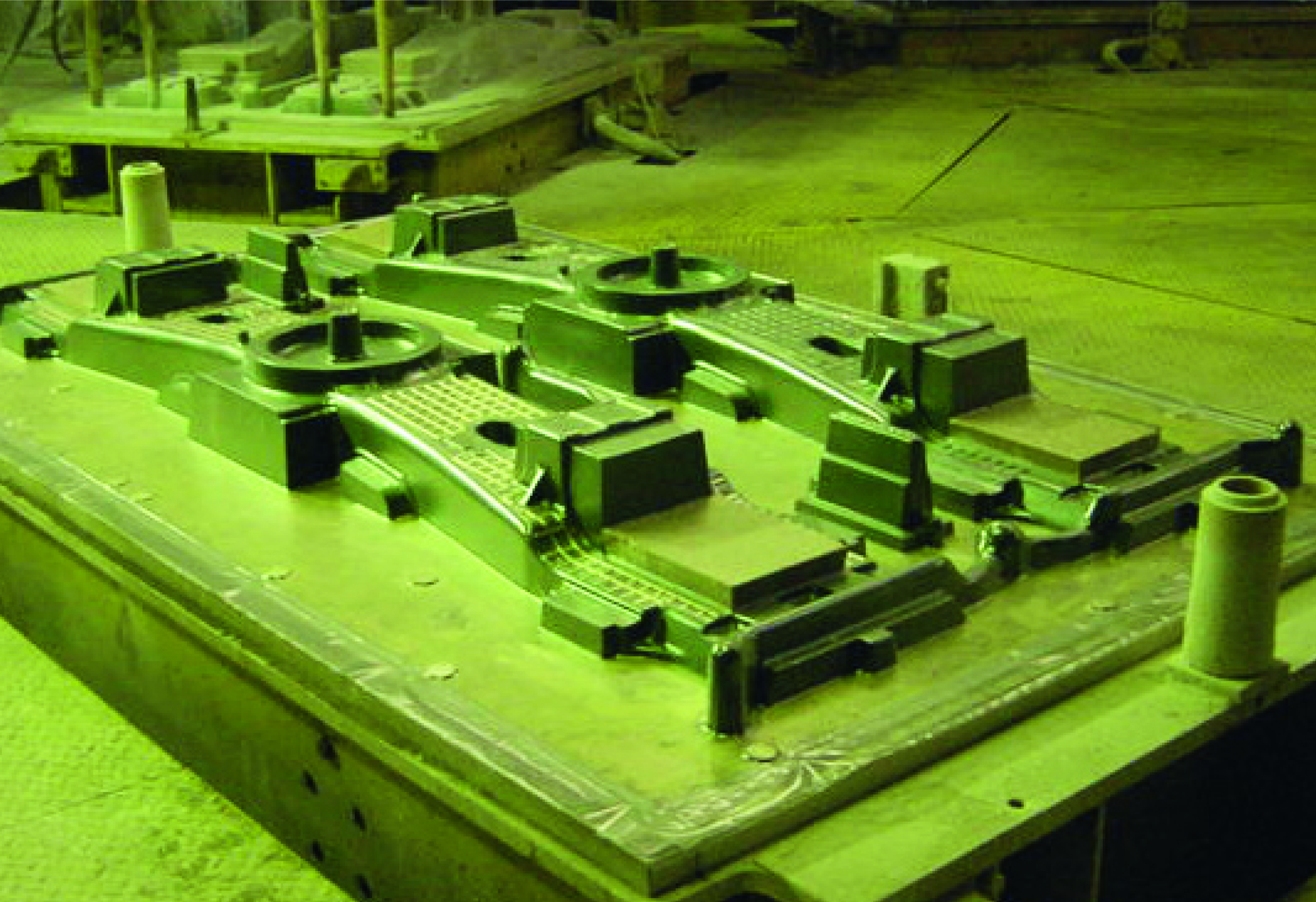
For high-quality castings, the V-Process vacuum molding Machine uses clean, dry binder-free sand between two plastic films to create a dimensionally accurate casting. With this process, there is no need for mullers, mixers, or reclamation and reconditioning equipment.
The V-Process is based on generating a vacuum when a thermo-plastic contour foil is deep drawn over an appropriately prepared pattern, in order to maintain the mold shape in sand without binding material, right through the stages of pouring, cooling and emptying.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
FEATURES:
- High quality and excellent dimensional accuracy through sand forming technique in which sand is sealed in plastic film and hardened by vacuum suction
- Excellent mold consistency and repeatability
- No pattern wear and no need for draft
- No movement of the mold wall due to high mold hardness
- No mold deformation by volatile mold sand additives
- Cooling process can be influenced by switching on and off vacuum and reducing internal stress inside of casting
- Plain non-coated sand; no preparation or sand reclamation needed
- Eliminates outside cores and shake-out process
V-Process Stages
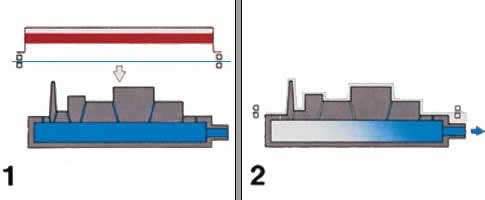
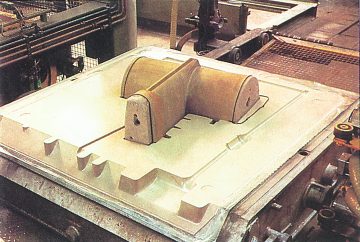
1. Pattern (with vent holes) is placed on hollow carrier plate. A heater softens the .002″ or .005″ plastic film.
2. Softened film drapes over the pattern with 200 to 400 mm Hg vacuum through the pattern vents to draw it tightly around the pattern.
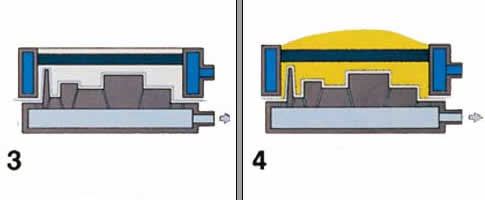
3. Flask is placed on the film-coated pattern.
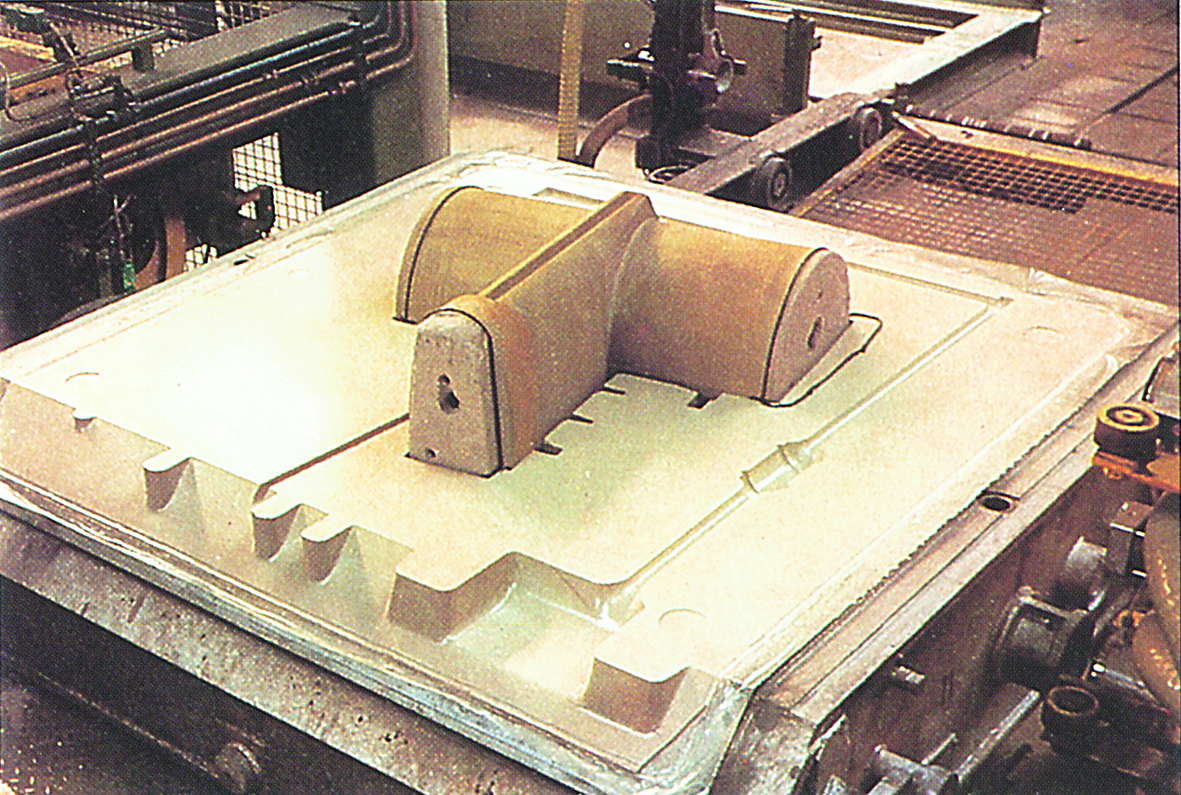
4. Flask is filled with dry binder-free sand. Slight vibration compacts sand to maximum bulk density.
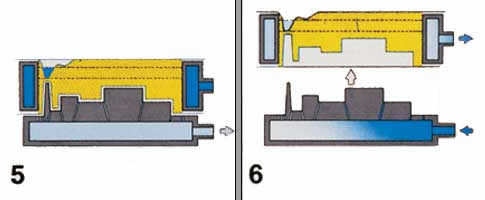
5. Sprue cup is formed and the mold surface leveled. The back of the mold is covered with unheated plastic film.
6. Vacuum is applied to the flask. Atmospheric pressure hardens the sand. When the vacuum is released on the pattern carrier plate, the mold strips easily.
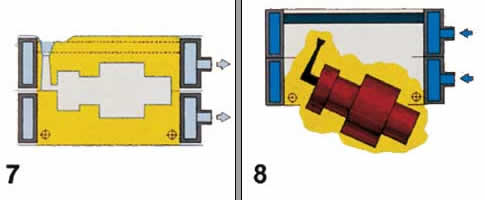
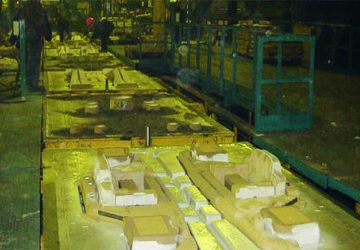
7. Cope and drag assembly form a plastic lined cavity. During pouring, molds are kept under vacuum.
8. After cooling the vacuum is released and free-flowing sand drops away leaving a clean casting, with no sand lumps. Sand is cooled and re-used.
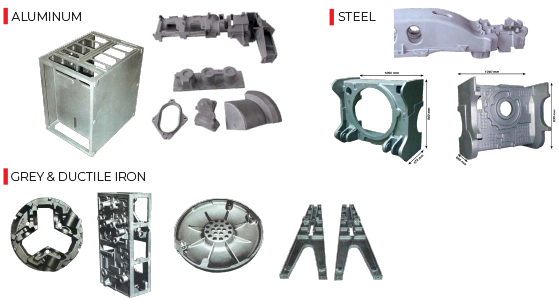
Casting Examples
Case Studies and Testimonials
Click on the links below to see recent FBO Molding Machine projects.
Domite Wear Technology- V-Process with Turntable and Shaketable Station